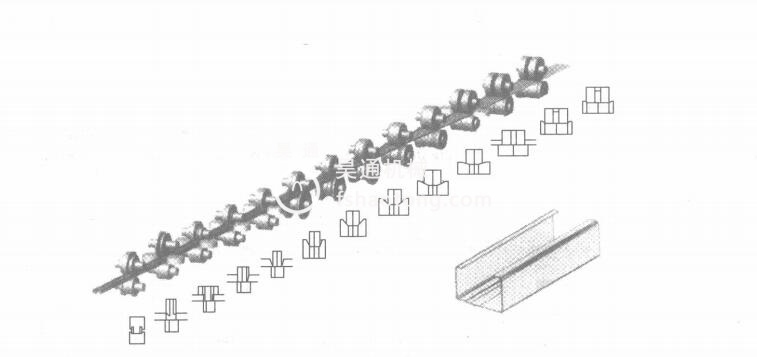
在冷弯成型过程中,型材的成型是靠冷弯成型机的模具一道道成型的,材料通过每道模具改变形状,达到最终形状的成型,再通过一些辅助轧辊模具使成型出来的工件达到最佳的形状。
一、冷弯成型模具的设计需要通过计算不同材料的应力,计算出最优道次数,成型道次太少,成型角度太急,容易扭曲,而道次太多,侧会增加模具成本,以及安装的工作量。
二、确定好基准轴(滚动轴中心线位置)以及轴距后,设计者要计算出每个道次的折弯角度.一个工件每个截面形状成型的先后顺序,没有固定的方法可循,需要设计者在工作过程中依据经验而定。
三、一些设计者为了保守起见,或者经验不足的设计者,会增加模具的道次数,这样制造出来的设备竞争力不足,由于模具道次数的增加,而使设备成本在幅增加。所以,对于一个冷弯成型机制造厂家来说,一个优秀的轧辊模具设计者,可以为工厂带来利润的大幅增加,或者性价比的提升。
所以,每个截面的成型是,都是有多种成型方法的,哪怕是一个简单的截面,多个不同的设计者有多个设计方法。但是,不这如何,一套好的模具设计必须要遵行以下原则:原材料可以在模具轧辊内平顺过渡,直到最终成型。最理想的道次数,每道模具的导料轮缘不能太少。轧辊模具设计精准,不松动,模具材料与滚动轴的数据合理,不容易断裂。设计者如能遵循以上设计过程,生产出来的冷弯成型机相对会更加稳定,持久耐用,故障率更低。